Cartésien 3 axes
Conception et fabrication d'un cartésien 3 axes multi-outils (traceur, découpe vinyle et gravure laser).
Contexte du projet
L’objectif de ce projet était de concevoir un système cartésien 3 axes pilotable numériquement, capable d’accueillir plusieurs préhenseurs interchangeables pour différentes applications :
- Traceur (support crayon)
- Découpe vinyle (support lame)
- Gravure laser (support tête laser)
- Usinage léger sur bois tendre (support Dremel)
Problématique et contraintes
- Conception d’une interface de fixation universelle sur l’axe mobile, compatible avec tous les préhenseurs
- Changement d’outil manuel : chaque préhenseur doit être rapide à monter et démonter
- Utilisation de cartes électroniques du commerce (Arduino + shield CNC, GRBL) pour concentrer le projet sur la conception de la mécanique
- Fabrication principalement par impression 3D, avec peu d’outils disponibles
Réalisation
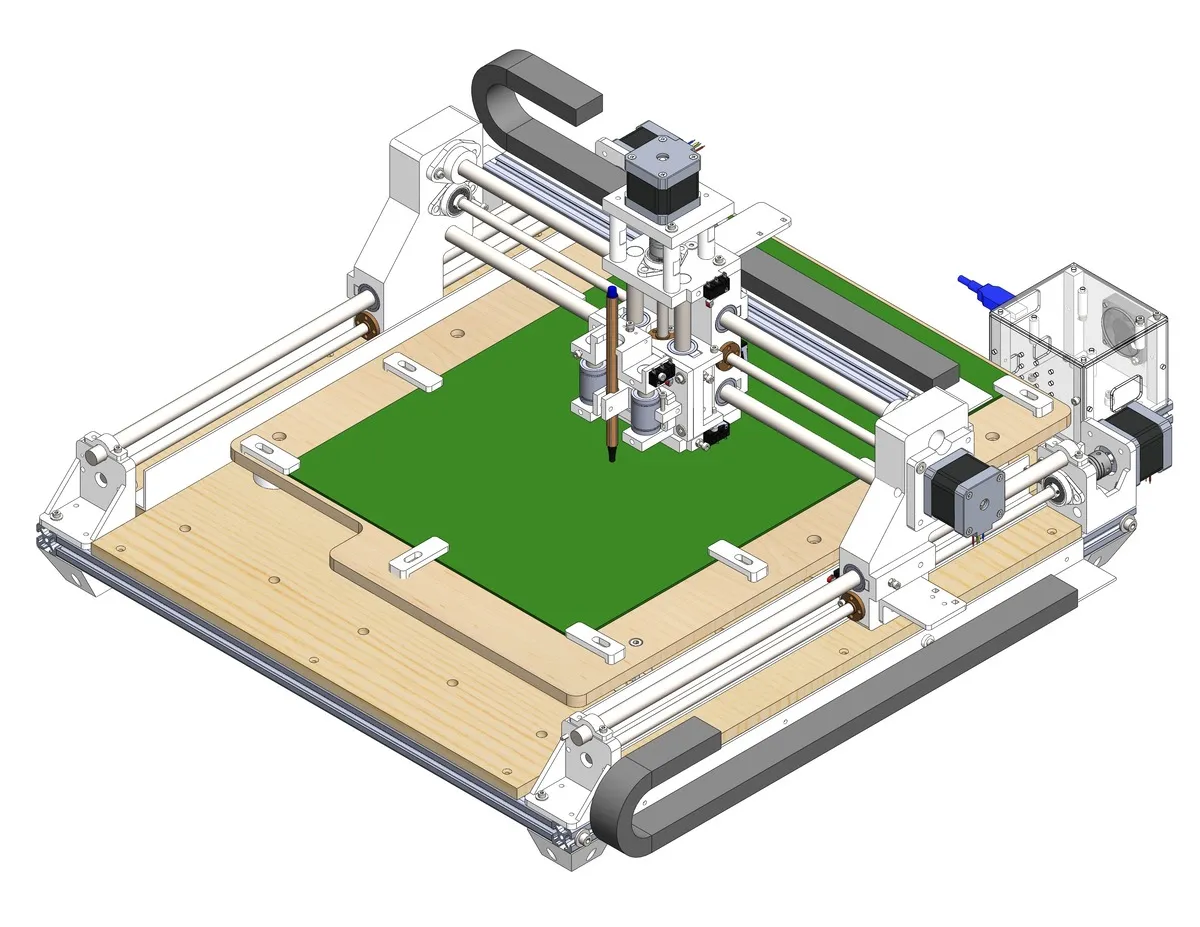
Conception du système 3 axes
Le design est inspiré d’un design de Nikodem Bartnik, redessiné intégralement sur SolidWorks avec plusieurs évolutions.
Les éléments constitutifs :
- Guidage à douilles à billes sur ronds acier ⌀12 mm
- Transmission par vis trapézoïdale ⌀8 mm, pas de 8 mm
- Moteurs pas-à-pas Nema17
- Alimentation 12 V — Carte Arduino Uno + Shield CNC + drivers A4988
Améliorations apportées par rapport au design d’origine :
- Interface de fixation universelle pour préhenseurs amovibles
- Agrandissement de la surface de travail (modification compromis surface/rigidité, analysé en détail dans les pistes d’amélioration)
- Double écrou trapézoïdal pour rattrapage de jeu dans le filetage
- Capteurs de fin de course pour homing automatique
- Gestion des câbles par chaînes porte-câbles
- Décomposition en pièces élémentaires simples à imprimer et à remplacer individuellement en cas de casse
Conception des préhenseurs
Les préhenseurs laser et Dremel sont des interfaces de fixation simples. Le préhenseur crayon/lame de découpe est plus avancé : il accueille les deux procédés et intègre une compliance verticale par ressort. L’axe Z électrique ne peut aller qu’à une position fixe sans contrôler l’effort. La compliance est indispensable pour compenser les défauts de parallélisme du cartésien par rapport à la surface de travail et pour appliquer un effort régulier de l’outil. La précharge est réglable en ajustant la longueur de compression. Ce système, prévu dès la phase d’étude, s’est révélé indispensable en pratique.
Fabrication et assemblage
Principaux apprentissages issus de la phase d’assemblage :
- En l’absence de précision des pièces, prévoir des jeux de réglage pour permettre l’alignement de l’ensemble
- Intégrer des inserts métalliques dans les pièces plastiques soumises à des démontages fréquents, pour éviter la dégradation des taraudages
- Anticiper le passage des câbles et l’implantation des embases électriques dès la conception, pour éviter de devoir percer lorsque tout est monté
- L’acier non traité est très difficile à couper à la main
Résultats
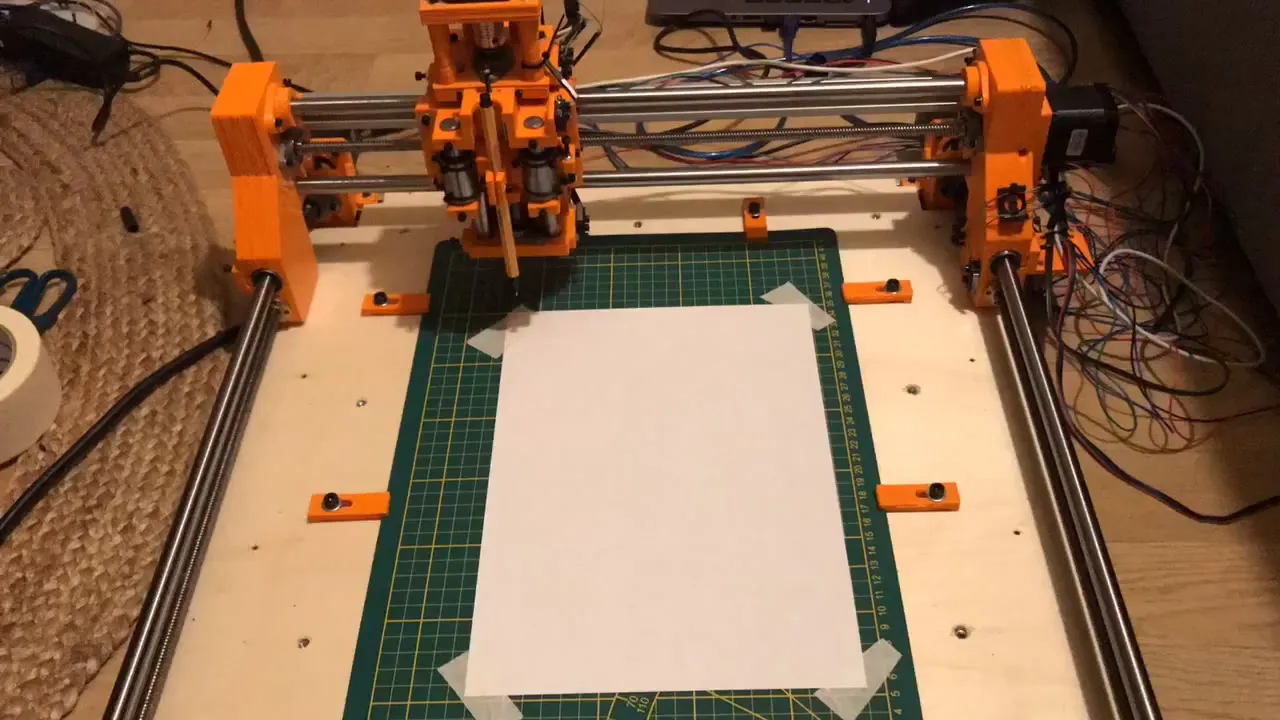
Tracé en accéléré d'une image convertie en svg puis en gcode
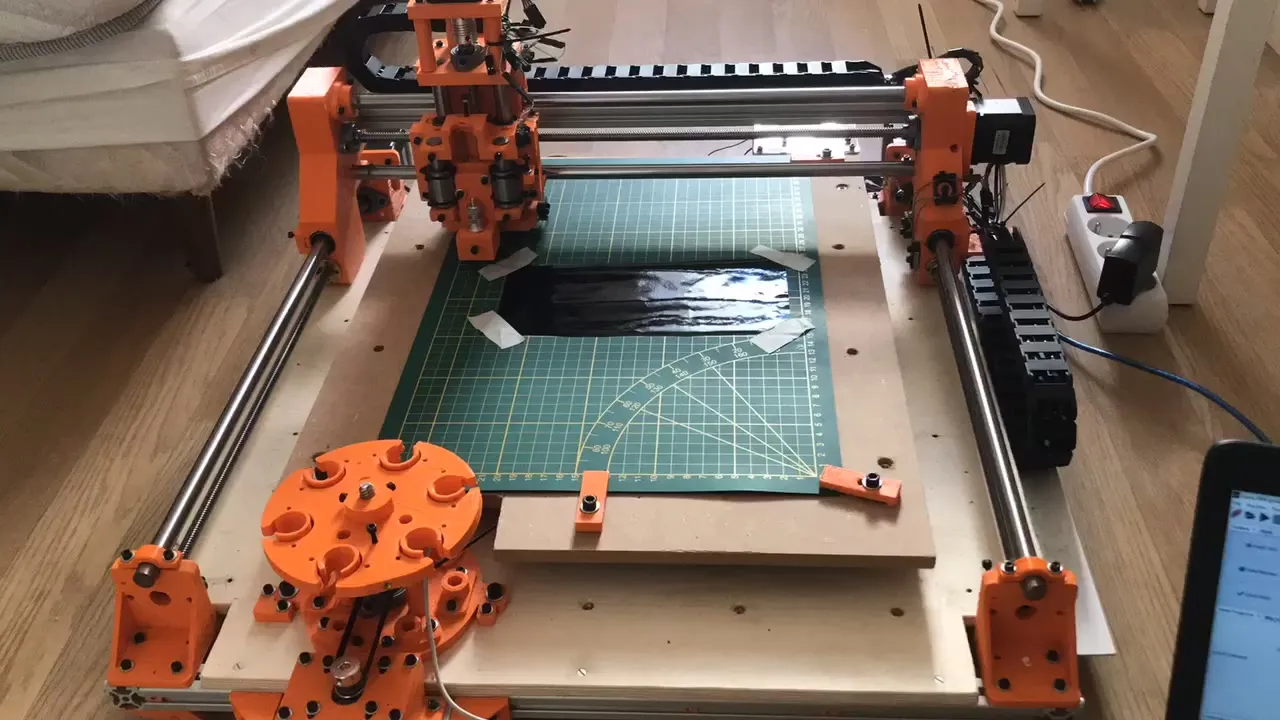
Découpe en accéléré de vinyle
Pistes d’amélioration
Points que je corrigerais si je refaisais ce projet :
- Douilles : remplacer les paires de douilles courtes par une douille longue unique. Le montage n’étant pas ajusté, les douilles ne sont pas parfaitement coaxiales, ce qui génère des contraintes supplémentaires sur l’arbre.
- Fixation des douilles : des douilles à collerette auraient simplifié considérablement le montage.
- Traitement arbres : les arbres non traités sont certes découpables à la main, mais ils présentent un matage visible sur les bandes de roulement des douilles dès qu’un effort est appliqué au guidage.
- Rigidité en flexion : en cherchant à agrandir la surface de travail, j’ai fortement dégradé la rigidité de l’ensemble. Plus tard en résistance des matériaux, j’apprendrai que la flèche en flexion d’une poutre supportée aux extrémités est proportionnelle au cube de la portée : doubler la longueur non supportée divise la rigidité par 8 !
- Guidage vs. rigidité structurelle : dans cette conception, les arbres de guidage assurent à la fois le guidage et la rigidité de la structure. Avec des guidages non supportées, le résultat est acceptable pour le tracé ou la découpe vinyle (efforts faibles), mais totalement insuffisant pour l’usinage. L’usage d’arbres supportés aurait découplé ces deux fonctions.
- Impact de la géométrie : En comparant uniquement les modules de Young, l’acier est bien plus rigide que le plastique. Pourtant dans ce design, ce sont bien les arbres en acier qui sont principalement responsables de la flèche, plus que les pièces plastiques. Plus tard en résistance des matériaux, j’apprendrai qu’il s’agit d’un problème de géomtrique et plus précisémment du manque d’un moment quadratique en flexion suffisant.
Bilan du projet
Le système 3 axes est pleinement fonctionnel pour le tracé, la découpe vinyle et la gravure laser. Cependant l’objectif d’usinage n’est pas atteint en raison d’un manque de rigidité, conséquence directe du choix d’agrandir la surface de travail sans augmenter la rigidité de l’ensemble.
Ce projet a été une application concrète de la résistance des matériaux pour bien comprendre l’impact des grandeurs. Le manque de rigidité de la structure a directement orienté la conception du projet suivant : une fraiseuse numérique à structure rigide.